A separação por aços é caracterizada pela penetração de uma peça de aço em forma de cunha no material separando-o. O corte de aço é principalmente utilizado para tratamento de materiais macios e para acabamento.

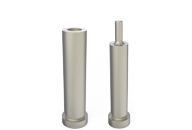
| Punção de furação com extrator |

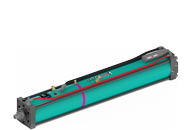
| Sistema TOX® SHR para furação |

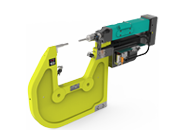
| Sistema modular de alicates |
Em princípio, não importa o que você quer processar: chapa metálica, plásticos, papelão, têxteis ou lâminas.
Você quer: cortes abertos ou fechados,cortes de conformação (liso/planar e bordas de corte sólido), um ou vários furos de perfuração com um curso ou Perfuração + alimentação + calibração com um curso?
Nossa dedicação a resultados de qualidade para seu máximo benefício:
De acordo com a DIN 8588, a cisão ou perfuração significa a separação mecânica sem corte de peças com o auxílio de bordas cortantes. Com esse procedimento, grandes quantidades de peças precisas e complicadas de metal ou outros materiais podem ser produzidas em um curto espaço de tempo.
Este procedimento provavelmente é utilizado para o posterior processamento de produtos semiacabados como chapas metálicas, peças semiacabadas da indústria automobilística ou peças plásticas da linha branca.
Principais grupos da estampagem
Separação pelo corte com aço, corte com duas peças de aço que se aproximam e cisalhamento.
Corte de aço
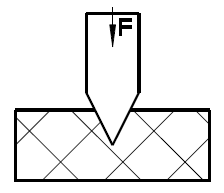
A separação por aços é caracterizada pela penetração de uma peça de aço em forma de cunha no material separando-o. O corte de aço é principalmente utilizado para tratamento de materiais macios e para acabamento.
Corte com duas peças de aço
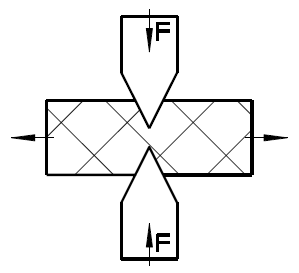
Contrariamente ao corte de aço, duas peças de aço com formato de cunha penetram no material. O pressionamento com um par de pinças é um exemplo deste tipo de separação.
Este processo é principalmente utilizado para tratamento de materiais macios e para acabamento.
Cisalhamento
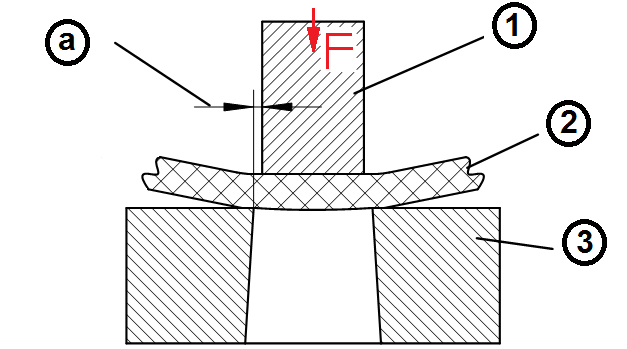
[1] Perfurar
[2] Peça
[3] Matriz
[a] Folga da matriz
[F] Força
O cisalhamento é o processo mais frequentemente utilizado nas indústrias. Ele é muito produtivo e de grande proeminência comercial. Esse processo se realiza através de duas cunhas de corte que se movimentam (pelo menos uma) em direção uma à outra. As peças de material da superfície de corte se deslocam uma contra a outra. Esse processo contempla três etapas:
Devido à força de corte empregada, a chapa deflete elasticamente e é deformada plasticamente e começa a fluir. Finalmente ocorre o trincamento e o material quebra, ou seja, é cortado. No cisalhamento, geralmente é feita uma diferença entre o corte aberto e fechado. Um exemplo para o corte aberto é o corte de uma tira de metal (como o recorte com tesoura). Se a linha de corte total está dentro da peça, esse será um corte fechado.
A folga correta da matriz é condição para um efeito otimizado do cisalhamento, alta qualidade do corte e longa vida útil das ferramentas. A folga necessária da matriz depende especialmente da força de cisalhamento e da espessura da chapa.
No folheto de Sistemas de penetração TOX®, uma tabela mostra os valores da folga da matriz.
Sequência do processo estampagem
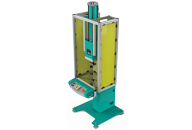
A ferramenta é montada em uma prensa ou arco de penetração.
A ferramenta superior com o punção de corte é movida em direção à peça pelo acionamento
O extrator montado com molas é posicionado na peça, as molas são pressionadas para serem unidas.
O punção de corte encosta em baixo, o acionamento acumula a força.
O punção de corte penetra na chapa, 1/3 de profundidade na peça no caso da folga ideal da matriz.
O resíduo da perfuração rompe para dentro da matriz e provoca a repentina liberação do sistema de acionamento. Essa liberação da tensão de pressão é também chamada de "impacto de corte".
O resíduo da perfuração é descartado.
Uma boa qualidade de corte da ferramenta depende de:
A configuração construtiva e o modo de operação de uma ferramenta de corte têm influência decisiva no resultado da produção. Entre outras, é feita uma diferenciação conforme o tipo de orientação. Há três tipos essenciais de orientação para ferramentas de corte.
O bem elaborado sistema modular da TOX® PRESSOTECHNIK provê soluções completas para quase todas as aplicações de perfuração. A configuração do sistema exigido para a aplicação é feita selecionando-se os componentes apropriados. Eles são a base para um sistema de prensa, que podem ser combinados no Navegador de sistemas.
Cálculo das máquinas de perfuração
Para definir o tamanho de um sistema é necessário o cálculo da força de corte.
Fs= ls x s x ks
Fs = força de corte
ls = comprimento do corte
s = espessura da chapa
ks = força de cisalhamento (aprox. 0,8 x Rm)
Rm = resistência à tensão do material
Para o projeto de pinças ou ferramenta, um valor de segurança de cerca de 20% deve ser adicionado.
Aços chanfrados podem reduzir consideravelmente a força de corte. Para ângulos entre telhado e solo, 10° no máx.
Se a força de corte total exceder 25 kN, medidas construtivas deverão ser tomadas.
Estampagem, penetração e cisalhamento


|
Contato
BR: +55 47 34199000
Formulário de contato
|
|
Cookie Information
Utilizamos cookies de modo a podermos apresentar-lhe o melhor possível os conteúdos da nossa presença na internet. Pode impedir ou regular os cookies através das definições no seu navegador. |